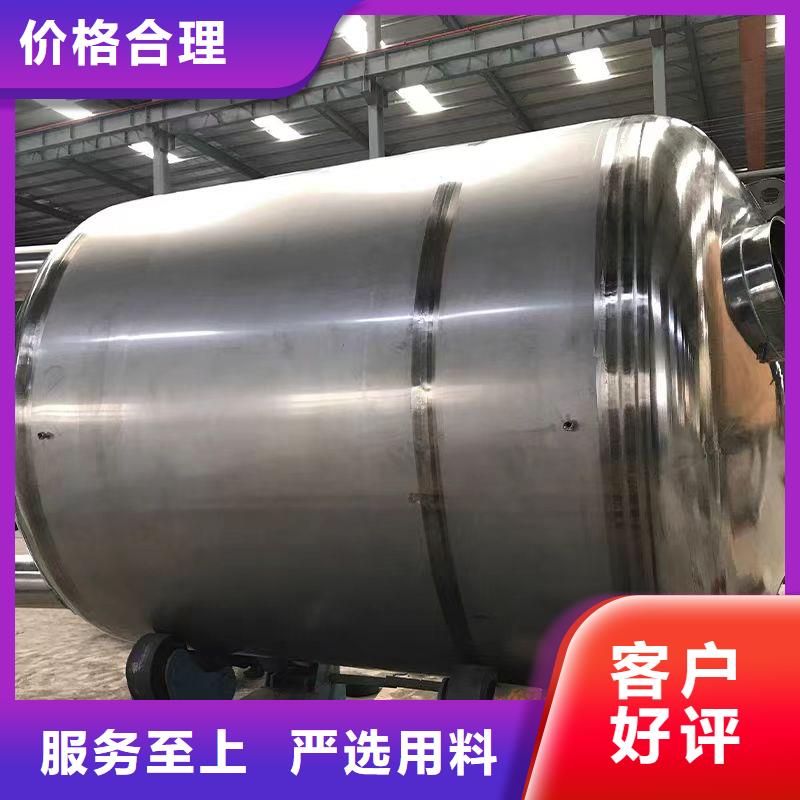
简约不浮华,不简单实用。我们的【本溪】(当地)承压罐支持定制0.6-1.0Mpa产品视频用最直观的方式展现产品的实用性和价值。
以下是:本溪【本溪】(当地)承压罐支持定制0.6-1.0Mpa的图文介绍
辉煌供水设备有限公司拥有成熟可靠的技术,依托雄厚的技术力量和先进的加工设备,公司已在 不锈钢水箱、等领域建立起优势。公司明确以省内为基础、逐步向本溪周边地区辐射,实现 不锈钢水箱、销往全国市场的发展战略。

承压罐支持定制0.6-1.0Mpa")
承压罐支持定制0.6-1.0Mpa")
1.3、本溪当地承压保温水箱的焊接应按焊接工艺及我公司的《通用焊接工艺规程》要求进行。
1.4、本溪当地对我公司无能加工的零部件,如封头、本溪当地膨胀节等要严格按有关标准进行验收把关,确保外协件质量。
1.5、本溪当地要通过装备能力的不断提升,工艺手段的不断完善,实现产品质量的持续提高。
承压罐支持定制0.6-1.0Mpa")
承压罐支持定制0.6-1.0Mpa")
承压罐支持定制0.6-1.0Mpa")
承压保温水箱的划线开孔及接管装焊:
3.2.1、本溪当地应按设备管口方位图及标高尺寸,合理布置开孔位置,开孔应尽量避开焊缝。
3.2.2、本溪当地一般容器的划线宜在壳体及两端封头(或法兰)组焊成型后进行,换热器一般在壳程筒体成型后进行。
3.2.3、本溪当地开孔位置划线毕后,须由检验人员严格检验,确认无误后方可开孔。
3.2.4、本溪当地当开孔无法避免焊缝时,则以开孔中心为圆心,1.5倍开孔直径为半径的圆中所包容的焊缝,以及被补强圈、本溪当地支座垫板等覆盖的焊缝,须作100%射线检查,合格级别与壳体接头探伤要求一致。
承压罐支持定制0.6-1.0Mpa")
承压罐支持定制0.6-1.0Mpa")





 扫一扫
扫一扫